
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Termékek







Műanyag keverő ikercsavaros hordó
A műanyag kompaundáló ikercsavaros hordókat széles körben használják a keverőiparban. Az EJS minden évben nagy mennyiségben gyárt műanyag keverő ikercsavaros hordót a hazai és a globális piacok számára.
Kérdés küldése
termékleírás
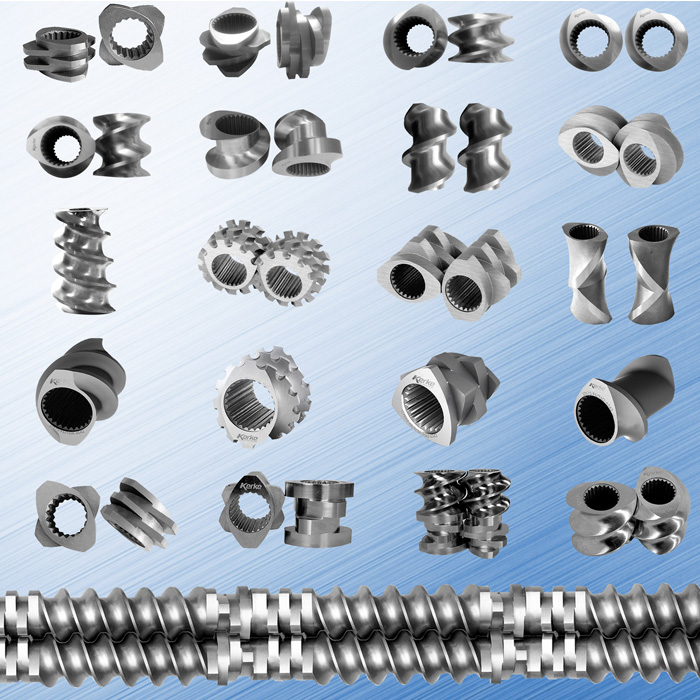
műanyag keverő ikercsavaros hordó
A műanyag kompaundáló ikercsavaros hordókat széles körben használják a keverőiparban.
Az EJS minden évben nagy mennyiségben gyárt műanyag keverő ikercsavaros hordót a hazai és a globális piacok számára.
Az EJS évek óta a párhuzamos ikercsavaros hengerek professzionális gyártója, az OEM gépgyártók és a végfelhasználók ügyfelei között.
Népszerű anyagok, amelyeket az ikercsavaros henger műanyag kompaundálásához használnak
38CrMoAlA (DIN1.8509)
W6Mo5Cr4V2
D2 (DIN 1.2379)
SKD61
SS316
SS304
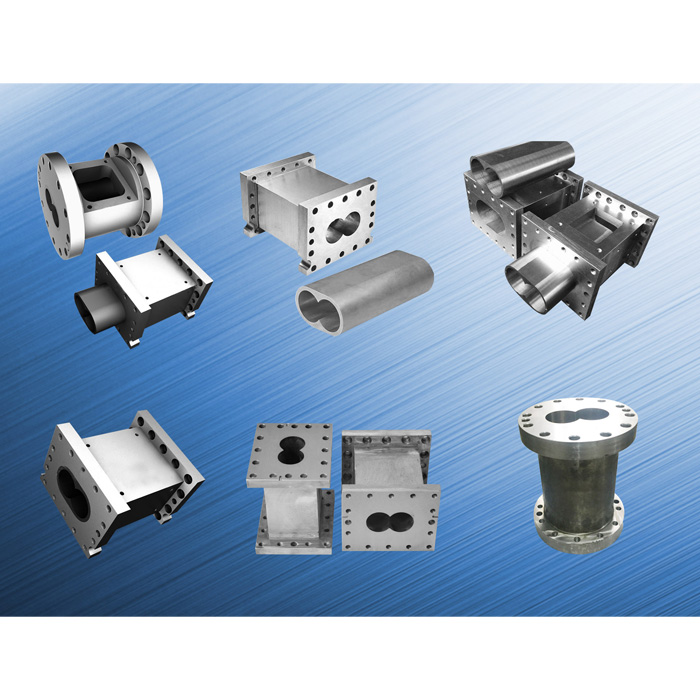
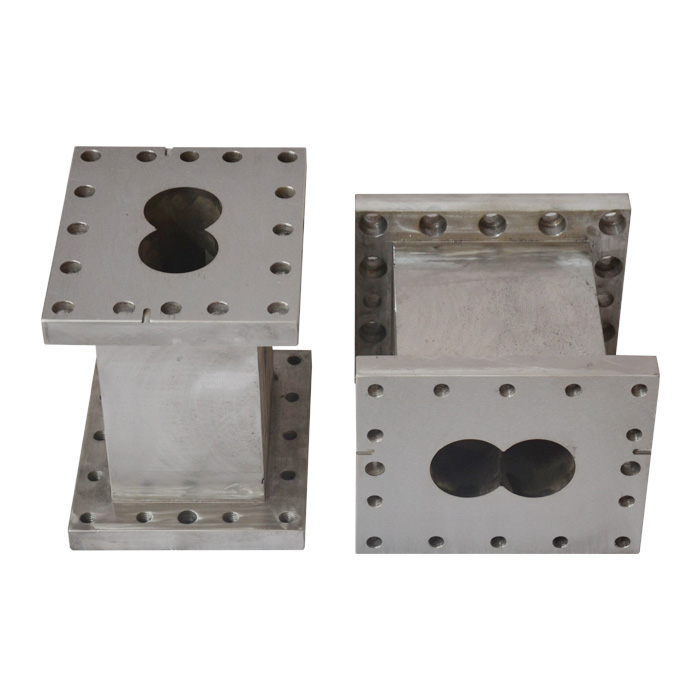
Műanyag-keverő ikercsavaros henger felületkezelése
Teljes test nitridált
Bimetall keményfém bélés iker párhuzamos hordókhoz
Bimetall ötvözet bevonat iker párhuzamos csavarokhoz
SKD61 bélés
Ha többet szeretne megtudni az extruderek összeállításáról, kérjük, folytassa az olvasást:
( https://www.mddionline.com/news/mix-continuous-compounding-using-twin-screw-extruders)
A polimer vegyületeket a fröccsöntött és extrudált orvosi alkatrészek és eszközök rendkívül széles skálájához használják. Az ilyen vegyületek alapgyantából állnak, amelyet alaposan összekevernek más olyan komponensekkel, amelyek az adott végtermékhez kapcsolódó specifikus előnyös tulajdonságokat biztosítanak – például ütésállóságot, tisztaságot vagy radioapacitást.
A kompaundáló extrudereket két vagy több anyag homogén masszává keverésére használják folyamatos folyamat során. Ezt a vegyületben lévő különböző komponensek elosztó és diszperzív összekeverésével érik el (1. ábra). Az elosztó keverésnél a komponensek térben egyenletesen, egyenletes arányban oszlanak el anélkül, hogy lebomlanak, míg a diszperzív keverés az agglomerátumok lebontásával jár. A nagy diszperzív keverés megköveteli, hogy a folyamat része legyen a jelentős energia és nyírás.
A kompaundáló extruderek számos alapvető funkciót látnak el: betáplálást, olvasztást, keverést, légtelenítést, valamint a szerszám és a helyi nyomás kialakítását. Különféle típusú extruderek használhatók ezeknek a céloknak az eléréséhez, beleértve az egycsavart, az egymással ellentétes irányban forgó ikercsavart, a körbefutó ikercsavart és az ellentétesen forgó, nem összefonódó ikercsavart. A polimer anyagok típusa és fizikai formája, az esetleges adalékok vagy töltőanyagok tulajdonságai, valamint a szükséges keverés mértéke hatással lesz a gép kiválasztására.
Az ikercsavaros keverőberendezések elsősorban hő- és mechanikai energia átvitelére szolgálnak, hogy biztosítsák a keverést és a különféle támogatási funkciókat, minimális tekintettel a szivattyúzásra. Az ilyen típusú extrudereken keresztül végzett különféle műveletek közé tartozik az új polimerek polimerizálása, a polimerek ojtási reakciókkal történő módosítása, az illékonyság eltávolítása, a különböző polimerek keverése és a részecskék műanyagokká való keverése. Ezzel szemben az egycsigás képlékenyítő extrudereket úgy tervezték, hogy minimálisra csökkentsék az energiabevitelt és maximalizálják a szivattyúzás egyenletességét, és általában nem megfelelőek nagy diszperzív és energiaigényes keverési funkciók elvégzésére.
Az E.J.S.
Az EJS Screw Barrels egy újonnan létrehozott márkanév az Export üzletág számára, 1992 óta gyártási tapasztalattal.
Csavarhordó-gyártó, amely testreszabott csavaros hordók és extruder csavaros hengerek, fröccsöntő csavarhengerek gyártásával foglalkozik.

Bimetall csavaros hordók
Nagyon korán kezdtük el a bimetál csavaros hordó gyártását, szinte egy időben, amikor Kínában megszületett az első bimetál hordó. Most már többféle lehetőség közül választhatunk a különböző alkalmazásoktól függően
|
Bimetall hordók |
|||||
|
Ötvözet típusa |
EJS01 ötvözet |
EJS02 ötvözet |
EJS03 ötvözet |
EJS04 ötvözet |
|
|
Ötvözet alkatrészek |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Kopásállóság |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Korrózióállóság |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Ötvözet vastagság |
2-3 mm |
1,5-2 mm |
1,5-2 mm |
1,5-2 mm |
|
|
Keménység |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Hőmérséklet tartomány |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Termikus együttható |
RT ~ 250 ℃ |
11,0x10-6 |
11,0x10-6 |
11,5x10-6 |
11,0x10-6 |
|
Bővítés (/℃) |
RT ~ 400 ℃ |
11,4x10-6 |
11,4x10-6 |
12,4x10-6 |
12x10-6 |
|
Megmunkálható hossz tartománya |
700mm ~ 3000mm/db |
||||
|
Sokat használt alapacél |
40Cr: 42CrMo |
||||
|
Jelölje be a listán: ★★★★ Kiváló; ★★★ Nagyon jó; ★★ Jó |
|||||
|
Bimetall csavarok |
|||
|
Alkalmas |
Egycsavar, ikerpárhuzamos csavar, ikerkúpos csavar |
||
|
Ötvözet típusa |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Ötvözet alkatrészek |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Kopásgátló szint |
★★★ |
★★★ |
★★★★ |
|
Korróziógátló szint |
★★★★ |
★★★★ |
★★★★ |
|
Ötvözet vastagság |
1-1,5 mm |
1-1,5 mm |
1-1,5 mm |
|
Keménység |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Alkalmazott üvegszál |
10% alatt |
|
|
|
Megmunkálható hossz tartománya |
Bármilyen hosszúság szükséges |
||
|
Sokat használt alapacél |
38CrMoAI (1,8509), 34CrAINi7 (1,8550), 31CrMoV9 (1,8519) |
||
|
Jelölje be a listán: ★★★★ Kiváló; ★★★ Nagyon jó; ★★ Jó |
|||
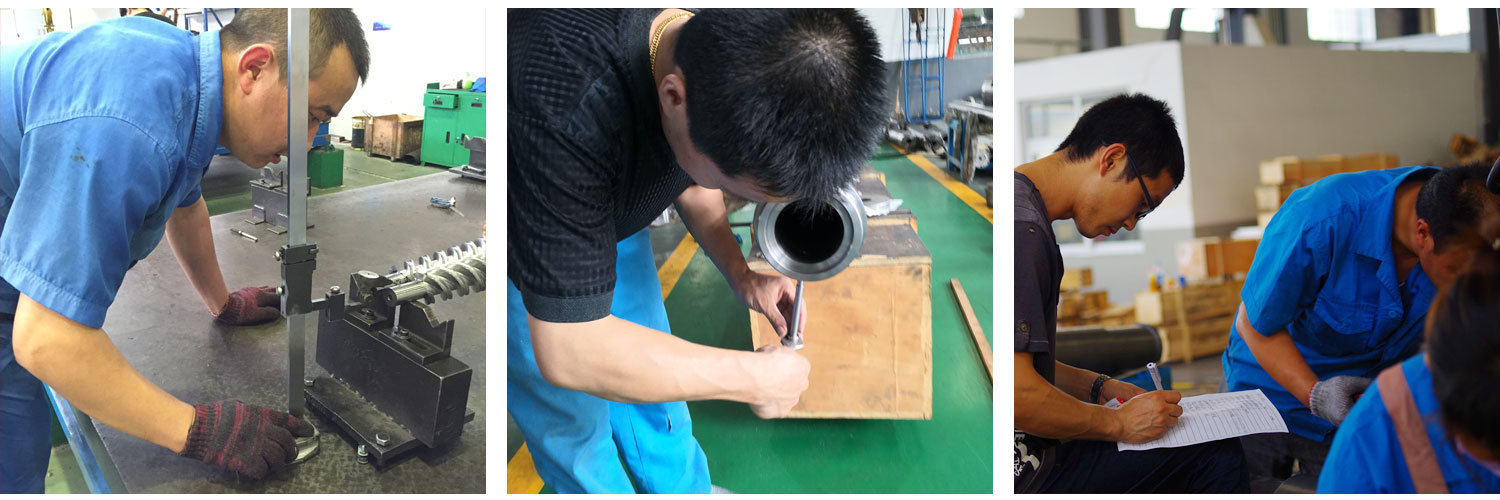
Minőségellenőrzés
A minőség nagyon fontos lépés a gyártás során. Minőségi csavarhordó készítéséhez minden tűrésnek be kell tartania, és minden méretnek megfelelőnek kell lennie és rögzítenie kell.
Ellenőrzési jegyzőkönyvet, anyagtanúsítványt biztosítunk minden szállított csavarhengerünkhöz.
Csomagolás
A csomagolás az utolsó, de nagyon fontos lépés a szállítás előtt. Az erős és intelligens csomagolódoboz is a minőségünk része. Nemcsak a csavarok hordóinak szállítás közbeni védelmére szolgál, hanem egyszerű módot is kínál ügyfeleinknek a kicsomagolásra.

Hot Tags: Műanyag keverő ikercsavaros hordó, testreszabott, Kína, Zhoushan, beszállítók, gyártók, gyár, raktáron
Kapcsolódó kategória
Kúpos ikercsavaros hordó
Párhuzamos ikercsavaros hordó
Extruder csavaros hordó
Gumi csavaros hordó
Fröccsöntő csavaros hordó
Fúvóformázó csavaros hordó
Bimetall csavaros hordó
Nitridált csavaros hordó
Extruder alkatrészek
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








